


首页 -->新闻动态 -->红冲模具及红冲工艺发展动态
深入分析综合挤压和倾向单边挤压红冲件红冲时的金属流动状态
综合挤压时金属流动状态
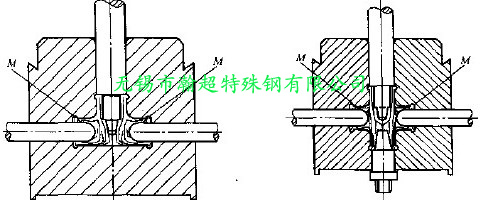
综合挤压时金属流动状况比复合挤压金属流动更加变化多,关键是流动金属到最后必须挤压成为一个牢固的有一定强度的整体。无锡市瀚超特殊钢有限公司专业致力于红冲模具应用研究,为广大客户无偿提供红冲模具有关性能数据和应用实例,咨询热线:0510-83632628。以下是有关综合挤压时的金属流动状态。
从下图(下图左:综合挤压,下图右:综合挤压红冲时的金属流动状态图)可以看出流动金属分三股向M处汇聚,流动金属汇聚的好坏,在很大意义上说,是决定该压制件的质量和挤压成败的关键,只要M处能挤压好,其他别的地方基本上不会产生问题。
倾向单边挤压时金属流动状态
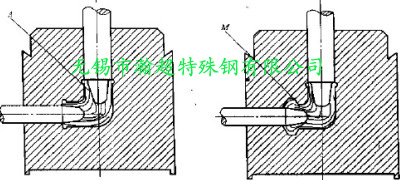
综上所述,在对红冲挤压时金属材料流动的基本规律有所了解后,我们发觉红冲时金属材料流动状况是复杂的,特别是红冲那些形状倾向单边产品的挤压,如下图所示,往往在金属流动到最后产生拼缝痕迹现象。但它们也是有规律的,我们可以利用它们的金属流动的规律,在需要金属流动的地方,减少它的阻力,使其更加顺利流动,在不需要金属流动的地方加大它的阻力,限制其流动。如改变凸模形状(见下图左A处削去部分凸模),使金属材料在凹模内实行倾向性流动,然后再在切削加工时设法解决。从而达到生产合格压制件的目的。下图右不但整个压制件倾向单边,而且顶点处还有两个转角,使流动区形成死区(M处),导致金属挤压后,在M处难以融合,影响压制件的质量。解决这种情况的最好办法是改变挤压件的外形来改善挤压金属流动状况,以达到挤压成合格压制件的目的。
红冲模具用钢产品资讯:HD(4Cr3Mo2NiVNb)、GR(4Cr3Mo3W4VNb)、Y4(4Cr3Mo2MnVNbB)、Y10(4Cr5Mo2MnVSi)、RM2(5Cr4W5Mo2V)、HM1(3Cr3Mo3W2V)、HM3(3Cr3Mo3VNb)、QRO 90 Supreme、Dievar、YXR3等。
更多信息
请直接与无锡市瀚超特殊钢有限公司服务人员联络(热线电话:0510-83632628),以获得更多的有关综合挤压和倾向单边挤压红冲件红冲时的金属流动状态以及优质合金模具钢(基体钢、红冲模具专用钢、无磁模具钢、热挤压模具钢、热锻模具钢、压铸模具钢、冷挤压模具钢、冷镦模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、进口模具钢、火焰淬火模具钢、透气钢、高强度铍铜合金、特种模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:无锡市瀚超特殊钢有限公司合金模具钢营业部
『版权所有,转载或引用请注明链接和出处』
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号