


首页 -->新闻动态 -->红冲模具及红冲工艺发展动态
研究分析反挤压和复合挤压红冲件红冲时的金属流动状态
掌握红冲条件下金属材料的流动状态,是红冲模具设计的前提,也是红冲模具失效分析和研究必需掌握的基础知识。无锡市瀚超特殊钢有限公司技术中心系统地总结了整个红冲生产过程中的相关技术难题,对于在红冲生产工艺上的相关问题进行具体的分析探讨并提出相关的防范措施,以保证红冲制件的质量。无锡市瀚超特殊钢有限公司专业销售应用于红冲模具的高性价比合金模具钢(QRO 90 Supreme、Dievar、QHZ、DRM2、YXR3、HD(4Cr3Mo2NiVNb)、GR(4Cr3Mo3W4VNb)、Y4(4Cr3Mo2MnVNbB)、Y10(4Cr5Mo2MnVSi)、RM2(5Cr4W5Mo2V)、HM1(3Cr3Mo3W2V)、HM3(3Cr3Mo3VNb)、YXR33、东莞弘超红冲模具专用钢HCH2011等),提供红冲模具设计、加工、热处理和应用等“一站式”服务。
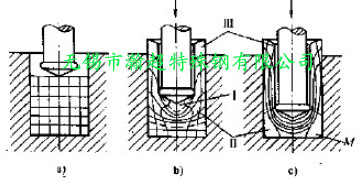
反挤压时金属流动状态
对高于直径的毛坯进行反挤压时,在刚开始挤压阶段,毛坯产生的变形如下图所示,呈稳定状态,此时可将毛坯分成Ⅰ、Ⅱ、Ⅲ3个区域。Ⅰ为粘滞区,它紧贴凸模端面,呈倒锥形,这部分金属基本上不发生变形。Ⅱ为强烈变形区,毛坯在这个区域里发生强烈的变形。当凸模下行到离毛坯底部还有较厚尺寸之时,尽管变形区发生了强烈的流动,而底部的一部分金属仍然保持原状,即所谓稳定变形,但当凸模继续往下运动,毛坯的底部愈来愈薄,此时,底部的金属发生剧烈的流动,即如下图c所示的非稳定变形。Ⅲ为刚性平移区,在强烈变形区的金属流动形成筒壁后,就不再变形了,而是以刚性平移的形式往上运动,这种运动随凸模停止运动而停止。
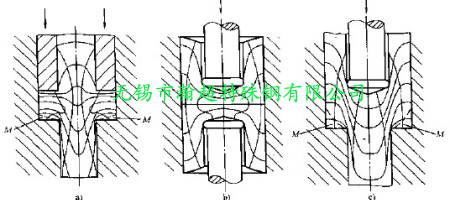
复合挤压时金属流动状态
复合挤压时,毛坯金属流动状况比较复杂,如下图所示,它与挤压的形式有关,与凹、凸模形状、尺寸、表面粗糙度、润滑材料等因素有关,上述诸因素稍有变化,都会引起复合挤压时金属流动的变化。从下图a、c可以看出,只要入模角接近180°左右,复合挤压也会象正挤压和反挤压一样,出现图中所示的死区M。
更多信息
请直接与无锡市瀚超特殊钢有限公司服务人员联络(热线电话:0510-83632628),以获得更多的有关红冲模具及红冲工艺发展动态以及优质合金模具钢(红冲模具专用钢、基体钢、无磁模具钢、热挤压模具钢、热锻模具钢、压铸模具钢、冷作模具钢、塑料模具钢、国产合金工具钢、进口模具钢、火焰淬火钢、透气钢、高强度铍铜合金等)的选择、应用、热处理及库存等相关资料。
资料来源:无锡市瀚超特殊钢有限公司合金模具钢营业部
『版权所有,转载或引用请注明链接和出处』
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号