


锤上模锻有哪些特点,锤上模锻工艺制订的主要内容是什么?
模锻工艺种类繁多,但是从工艺设计原理看,锤上模锻呓是各类模锻工艺的基础。掌握了锤上模锻的工艺制订和模具设计的方法,其它各种设备上的模锻,只要了解其特点,即可触类旁通。
锤上模锻历史悠久,,但是在锻造行业中仍然占有非常重要的地位。这是因为与其它模锻设备相比,其工艺适应性广,设备造价低、打击能量可在操作中随意调整、毛坯能在中轻重缓急多次锤击;在同一副锻模上就能实现镦粗、拔长、滚挤、弯曲、成形、预锻和终锻等各类工步;灵活地成形各种形状的锻件。
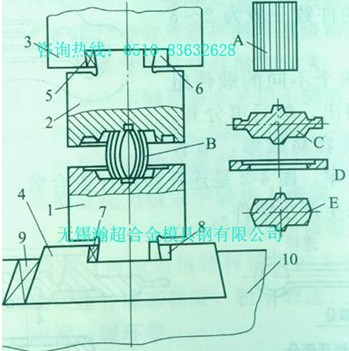
如下图所示,锤锻模由上下两个模块组成,模块借助燕尾、楔铁和键块紧固在锤头和下模座的燕尾槽中。燕尾的作用主要是使模块能吊挂住,相对锤头和模座不发生垂直方向的铁和键块的作用是使模块左右和前后方向不能移动,并且有微调的功能。
锤上模锻,多数情况,下都采用单件模锻的方法。但是若锻件不大,又为了提高生产率;或有时需要克服锤击错移力等原因,可以考虑采用调头模锻、连续模锻、一模多件、合锻等方式。
锤上模锻一般是在一副锻模上开设有多个模膛,毛坯在锻模上按照一定的次序,连续地在各个模膛中被打击,逐步变形成为锻件的形状,这称为多模膛模锻。在每一个模膛中的变形称为一个工步,全部变形工步的总体称为模锻变形工序。锻件的模锻变形工序包括拔长、滚挤、 弯曲、预锻、终锻5个工步。多模膛模锻可以使得从毛坯到锻件的整个塑性变形过程,在一副锻模上“趁热打铁,一气呵成”,有利于保证锻件的质量和提高生产率。多模膛模锻的缺点是偏心打击、锻模结构复杂、锻锤打击能量不能充分利用。
与多模膛模锻相对的,是单模膛模锻,其在锤上模锻中也时有采用。单模膛模锻适用于形状简单、不需要制坯的锻件,或者锻件外形虽然较复杂,但是已经用其它设备或方法(如辊轧、挤压、自由锻等)制坯的情况。
锤上模锻工艺制订的主要内容如下。
1.制订与模锻变形相关的工艺
(1)根据产品零件图绘制模锻件图。
(2)根据锻件形状尺寸和实际生产条件确定变形工艺方案,主要是工步的种类及顺序。
(3)进行工步(中间毛坯尺寸)设计和相应的模膛设计,设计顺序是先设计终锻模膛,再设计预锻模膛和制坯模膛(与变形过程相反)。
(4)计算并选用原始毛坯。
(5)确定设备吨位。
(6)锤锻模结构设计,绘制锻模图。
2.制订模锻变形前和变形后的工艺
(1)确定加热、冷却和热处理规范,
(2)确定切边工艺并设计切边模具。
(3)确定清理、校正等工艺和设备。,
后要汇总设计结果,填写模锻工艺卡片。
更多的信息,请联系无锡瀚超,还有致力于热锻模具失效研究,专业销售应用于热锻模具的高性价比热锻模具钢(如:GR钢、HD钢、HM1、HM3、CG2、QRO 90 Supreme等),提供热锻模具失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-08-26 09:55:04 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号