


切边模由哪些零件组成,切边凹模如何设计?
切边凹模有整体式和组合式两种。
整体式凹模适用于中小型锻件,特别是形状简单,、对称的锻件。组合式凹模良一块以上的凹模镶块组成热处理时不易淬裂,变形小,便于修磨、调整、更换夕多用于大型或形状复杂的锻件。如图中的汽车连杆锻件组合式切边凹模,由三块组成。其叉形舌部因受力、受热条件差(相当于悬臂梁),容易磨损,故单独分为一块;杆部分为两块。当刃口磨损后,可将各镶块接触面磨去一层,修整刃日,即可恢复使用。
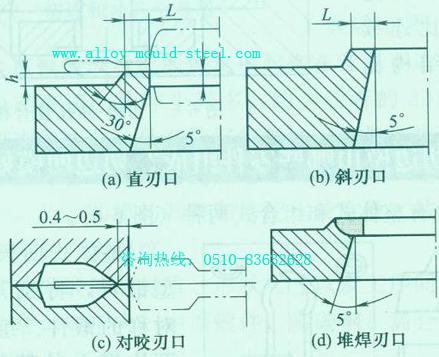
凹模刃口一般有四种型式,如下图所示。图中(a)为直刃口,维修方便,当刃口磨损后,将顶面磨去一层即可使刃日恢复锋利,并且刃口的轮廓尺寸保持不变;但由于工作带长,切边力较大,一般用于整体式凹模。 (b)为斜刃日,可用插床加工,切边省力,但容易磨损,主要用于组合式凹模。刃口磨损后,轮廓尺寸扩大,可将镶块的接合面磨去一层,重新调整。这两种刃口型式,在刃口下部有5。斜度的通孔,称为落料孔,切边后的锻件从此孔自由落下。(c)为对咬刃口,上、下模有对称的尖锐刃口,切边时飞边在上、下模刃口接触时被对咬切断,主要用于低塑性镁合金锻件。(d)为堆焊刃口,凹模体用铸钢浇注而成,刃日用模具钢堆焊,可以降低模具成本。
凹模刃口应制成锐角。刃口的轮廓线按锻件图—上的轮廓线制—,造。如为热切,则按热锻件图设计,并用铅件或铸盐件配制,如为冷切,则按冷锻件图配制。如果凹模刃日与锻件配合过紧,则锻件放人凹模困难,锻件上的一部分敷料会连同飞边一起被切掉,并引起锻件变形;若凹模刃口与锻件之间空隙太大,则切边后锻件上有较大的残留毛刺,增加了打磨毛刺的工作量。
为使锻件能够平稳地放在凹模孔口之上,并减少刃口修复时的磨削工作量,通常将刃口顶面做成凸台形式。切边凹模的结构尺寸和表6-1。图表中的Bmin为最小壁厚,H min为凹模许可的最小高度。E为终锻模膛前端至钳口的距离。凸台宽度L应比飞边桥部宽度略小些:L= b-(1~2)mm。凸台高度矗随飞边桥部高度而定,一般取h=l0~l5mm。
切边凹模多用楔铁或螺钉紧固在凹模底座上。楔铁紧固简单、牢固,一般用于整体凹模或由两块组成的凹模。螺钉紧固多用于三块以上的组合凹模,带导柱、导套的切边模,凹模均采用螺钉固定。
表6-1 切边凹模尺寸 单位:mm
|
飞边桥部高度 |
Hmin |
h |
B1 |
Bmin |
切边压力机吨位 |
|
<1.6 2~3 >4 |
50 55 60 |
10 12 15 |
35 40 50 |
30 35 40 |
1000kN 3250kN 3150kN |
更多的信息,请直接联系无锡瀚超在线客服,还有致力于热锻模具失效研究,专业销售应用于热锻模具的高性价比热锻模具钢(诸如:GR钢、HD钢、HM1、HM3、CG2、B3、5SiMnMoV、5CrNiMo、QRO 90 Supreme等),提供热锻模具失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-09-27 10:20:19 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号