


在锤锻模的模块上,模膛布排的原则是什么,模锻模膛如何歩排?
对于多模膛模锻来说,偏心打击实际上是不可避免的,只能设法减轻其程度。在铡坯模膛中打击变形时,蹇的反作用力较小,即制坯模膛的偏置所产生的偏心打击危害较小;而模锻模膛如果偏置过大,则危害很大。因此,减少偏心打击主要是解决模锻模膛的排布问题。
锻模上无预锻模膛时,终锻模膛中心应该与锻模中心重合。锻模上有预锻模膛时 ,应该把预锻模膛和终锻模膛分设在锻模中心(燕尾中心线)的两旁,同时,在满足两模膛问壁厚要求的条件下,尽可能减小两模膛中心之间的距离l。根据生产经验,终锻时的锤击力约为预锻的两倍,为了减小偏心力矩,终锻模膛中心到燕尾中心线的距离应该取为预锻模膛的一半![]() 。
。
另外,需要校核以下内容
(1)终锻模膛中心至锻模中心的距离a不应超出表4-16的范围。
表4-16 终锻模膛中心的允许偏移量
|
锻锤吨位/t |
1 |
2 |
3 |
5 |
10 |
|
a/mm |
25 |
40 |
50 |
60 |
70 |
(2)预锻模膛和终锻模膛中心都应该位于锻模燕尾宽度范围之内,即l不能超越燕尾之外。
(3)模膛轮廓超出燕尾的宽度不应大于模膛宽度的1/3。
如果上述条件不能满足,可以考虑将预锻和终锻安排在两副锻模上(在两台锤上锻造,或者在一台锤上换模锻造),这样两个模膛中心便都可以处于锻模中心位置上,减少了偏心打击。
在锻模的前后方向上,预锻模膛和终锻模膛的中,乙应该尽可能位于键槽中心线上,常见有以下排列方法(下图)。
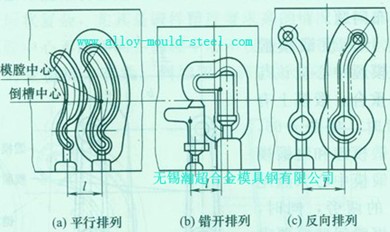
(a)平行排列,两模膛中心位于键槽中心线上,能避免或减小前后方向的错移,锻件质量较好,是常见的布置方法。
(b)错开排列,两模膛中心前后错开,能减小l值,即减小左右方向的偏心打击,但增加了前后方向的错移,适用于具有互补性形状的锻件。
(c)反向排列,两模膛反向布排,能减小l值,有利于去除氧化皮并使模膛更好充满,操作省力。用于上下模对称的较大锻件。
(4)可以根据锻件重量选择锻件大头位置。锻件大头安排在靠近钳口一端,能够方便操作和轻易取出锻件,但若模膛太靠近钳口,会因为金属流出钳口较多而使头部不易充满;反之,将锻件大头放在钳口的对面,对金属充满模膛有利。
更多的信息,请直接联系无锡瀚超在线客服,还有致力于热锻模具失效研究,专业销售应用于热锻模具的高性价比热锻模具钢(如:GR钢、HD钢、HM1、HM3、CG2、QRO 90 Supreme等),提供热锻模具失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号