




什么是拔长变形?主要工艺特点足什么?
拔长变形是使毛坯横截面积减小而长度增加的变形方式。拔长也是锻造中最常用的工序之一,一般用于长轴杆类锻件成形;对大型锻件和合金钢锻件,也常用来改善锻件内部质量。拔长变形一般在锻模的拔长模膛中进行;在胎模锻中,经常使用v形砧、摔子等工具进行拔长。
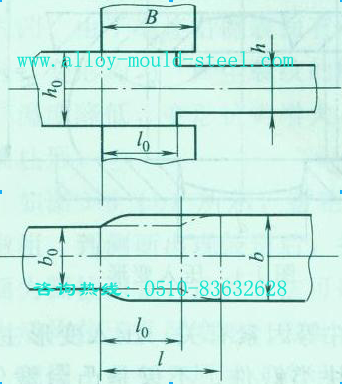
拔长通过逐次送进和反复转动毛坯进行压缩变形。如下图所示,毛坯拔长时,每送进压下一次,只有部分区域发生变形,这个区域的变形流动相当于在两端带有不变形金属的镦粗。设变形区拔长前的长、宽、高为lo、bo、ho,拔长后的长、宽、高为l、b、h,lo称为送进量,20/ho称为相对送进量,lo /bo称为送料比。Δh=ho-h称为压下量,Δb=b- bo称为展宽量。
拔长的变形程度以毛坯拔长前后的截面积之比KL表示:KL=Fo/F。Fo、F为拔长前、后毛坯的截面积。
拔长低塑性材料,当送进量(lo /ho)过大,并且在毛坯同一部位反复翻转重击时,容易沿对角线开裂(下图),原因是此时毛坯沿长度方向流动少,而主要在横截面上流动。被压缩时横截面上A区(困难变形区)的金属带着邻近它的a区金属向轴心方向移动,B区的金属带着邻近它的6区金属向增宽方向流动,a、6两区金属向着相反方向流动;当毛坯翻转90°再压缩时,忍、6两区位置相互调换,仍沿两个相反方向流动,于是对角线成为两部分金属的相对剪切流动线。多次反复地锻压中,剧烈的剪切变形产生了很大的热量,使得对角线处的金属很快地过热,同时,打击过重时,对角线上金属流动过于剧烈,也会产生严重的加工硬化,这些都促使金属很快地沿对角线开裂,产生纵向裂纹。
如下图所示,一般情况下,圆截面毛坯拔长时,若压下量过小,横截面内变形不均匀。接触面附近的狭窄的ABC区金属受摩擦影响大,温度降低较快,变形抗力增加,形成楔形的困难变形区,通过AB、BC面,将应力σH斜向传播,使毛坯的中心部分受到拉应力σR酌作用,容易产生沿着锻件轴线的中心纵向裂纹。特别是对于低塑性材料,拔长具有较大的难度。
因此,拔长圆截面毛坯时,若用平砧,先将圆截面用大压下量压成矩形截面,从矩形拔长到一定尺寸,再压成八角形截面,最后压成圆截面。大压下量时,毛坯的困难变形区形状发生变化,外力斜向传播的分 b量大为减小,毛坯心部受三向压应力作用。最好在型砧内拔长,利用工具侧面压力抵消心部的拉应力,防止内裂并有利于锻合毛坯内部缺陷;同时,限制金属的横向流动,迫使金属轴向伸长,提高拔长效率。
芯轴拔长可以减小空心毛坯壁厚和外径而增加其长度,用于锻造长筒形空心锻件。芯轴拔长时,被锤头压缩的那一段是变形区,其左右两侧为不变形的刚端。变形区又可分为A、B两区,A区金属被压下的同时,沿轴向和周向流动。沿轴向流动时,借助于刚端的作用,拉着B区金属一道伸长;而A区的周向流动受到刚端的限制,限制的能力与空心件的壁厚与芯轴直径的比值(t/d)有关,t/d越大,限制的能力越强,越有利于变形区金属的轴向伸长。
孔壁裂纹是空心轴锻造容易产生的质量缺陷。原因是经一次压缩后内孔扩大,转一定角度再一次压缩时,由于孔壁与芯轴问有一定间隙,在间隙压靠时,内壁金属由于弯曲而受到周向拉应力,;另外,内孔壁与芯轴接触时间长,温度降低快,塑性较差。A区金属周向流动的越多,即内孔增加越大时,越易卉生孔壁裂纹。
为了提高拔长效率,一般较少在上下平砧上进行芯轴拔长,而是采用V形砧,借助于v形砧的横向压力限制A区金属的切向流动。
无锡瀚超致力于热锻模具失效研究,专业销售应用于热锻模具的高性价比热锻模具钢(如:GR钢、HD钢、HM1、HM3、CG2、QRO 90 Supreme等),提供热锻模具失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-08-08 11:31:23 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号