


液态模锻的成形机理是怎样的?
液态模锻时,金属的凝固特征与铸造有显著的区趴铸件凝固时,外壳和底部先凝固,顶部最后凝固,为了避免铸造缺陷,必须加大冒口。但是,液态模锻的凝固次序却有所不同:金属液与模具表面接触便开始凝固,最后是心部凝固。在凝固过程中,大部分气体被排出,铸造缺陷在加压作用下被消除。Al-7 %Si合金的加压与缺陷分布的关系,可见,当单位压力加至50MPa时,缩孔等缺陷便可以完全消除。
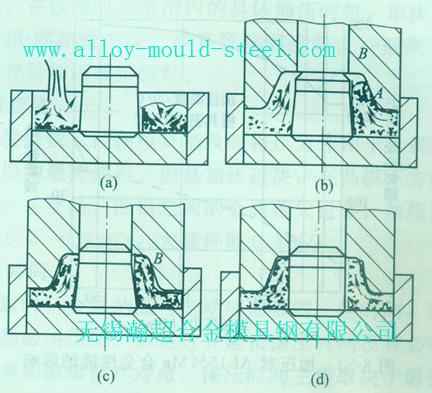
下图为法兰件的凝固过程。金属液浇人型腔后,很快形成细晶外壳,在垂直于模壁的方向进行自然顺序结晶,如下图(a)所示。在浇注过程中,由于金属在凹模内的翻滚,使细晶硬壳上一些尚未结牢的晶体重熔或游离于熔渣之中。合模时,在冲头自重作用下,金属液翻滚向上,冲刷硬层上的枝晶使其熔断、剥落或移动,从而使金属液内的固相团明显增多,一直到形成封闭的外壳为止,如下图(b)。施加压力后,硬壳产生塑性变形,使金属液在密闭的压力作用下挤入凝固前沿的枝晶间隙中,产生致密效应;同时半固态金属液仍然继续向上滚动,使黏附在硬层上的枝晶改向、剥落或移动,半固态金属液中的固相团继续增多,金属液的流动遇到更大的阻力,在更大的压力下被压入枝晶间隙中,产生更进一步的致密效应,如下图(d)。
许多实验表明,随着压力增大,可以使共晶温度提高,在加压条件下结晶会使金属的性能发生显著的变化。
采用液态模锻和铸造方法成形LD11铝合金活塞做力学性能对比,结果表明液态模锻件的性能比铸件有明显的改善。
液态模锻时,金属液在型腔内的流动一般有五种方式:浇注时产生的机械冲刷式流动;密度差和自重产生的自然对流;异形冲头压制下的反向流动;塑性变形时在硬壳层内的流动;压挤进入枝晶间隙,在枝晶间的流动。金属液的流动对凝固过程和锻件组织性能都有影响。
乏与结晶凝固构成了液态模锻的两个基本过程:压力的作用使外壳产生塑性变形,而正在凝固的金属液却承受等静压力并挤入枝晶间隙内凝固,从而提高了锻件的性能。
更多的信息,请直接联系无锡瀚超在线客服人员,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-11-09 10:59:58 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号