


详细分析径向挤压有什么特点?
径向挤压可以生产如十字接头、带叶片涡轮等形状复杂、尺寸精确的无飞边模锻件。
1.变形过程
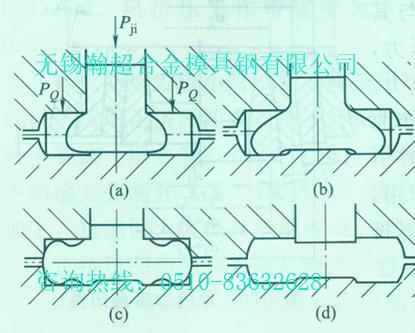
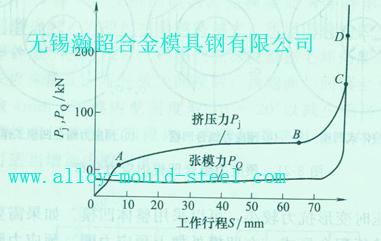
径向挤压的变形过、程,是先镦粗再径向流动挤出。以十字接头为例,变形过程分四个阶段,各阶段的变形和挤压力变化如图下图所示。
(1)镦粗变形。毛坯在凸模的作用下,产生镦粗变形并很快充满挤压筒,并流人各水平衡腔。此阶段(OA段)挤压力增加较快,但数值不大。
(2)稳定侧枝。金属大量流向侧腔并形成四个侧枝,直到侧枝的前端碰到模壁为止,此阶段(AB段)金属的流动比较稳定,挤压力增加缓慢。
(3)充填侧腔。侧腔金属发生沿水平方向的镦粗,常是侧枝前端和根部的尺寸先增大,而后向中段扩展。此阶段(BC段)挤压力上升很快。
(4)挤压完成。最终充满型腔和向排料孔排除多余金属。该阶段(CD段)凸模的行程很小,但挤压力急剧上升,最后达到最大值。
2.张模力PQ
为了锻后能完整地取出锻件,径向挤压凹模一般做成分开式的,在挤压过程中,毛坯对凹模作用有使两部分撑开的力,称为张模力。张模力的变化如下图中的PQ曲线所示,在镦粗变形和稳定侧挤阶段,挤压筒内金属向下流动时,借助摩擦的作用,带着挤压筒下移,张模力为负值,在充填侧腔阶段,张模力变为正值,并迅速增加,在最后阶段,张模力与挤压力一样急剧上升。为了保证锻件在高度方向的尺寸精度,径应当有足够吨位的凹模压紧装置,或采用双动压力机。
有关更多的详细分析径向挤压有什么特点信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可咨询有关的合金模具钢(基体钢、无磁模具钢、热挤压模具钢、LD钢、LM1、ER8、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、NAK80、DTP90、瑞典Stavax ESR-UD、YXR3等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-10-30 10:12:42 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号