


切边和冲孔的方式有哪些,切边和冲扎模的类型有哪些?
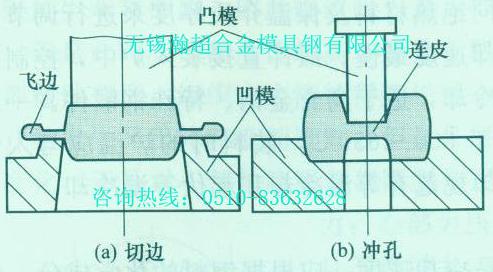
切边和冲孔通常在切边压力机上进行。如下图所示,切边模和冲孔模主要由凸模和凹模组成。
切边和冲孔的方式,分为热切、热冲和冷切、冷冲两种。 热切、热冲与模锻工序在同一火次内进行,即模锻后立即切边和冲孔;冷切、冷冲是在模锻以后把锻件集中起来在常温下进行。热切、热冲所需的压力比冷切、冷冲小得多,约为后者的20%;同时,锻件在热态下切边和冲孔,具有较好的塑性,不易产生裂纹,但锻件容易变形走样。冷切、冷冲的优点是劳动条件好,生产率高,冲切时锻件走样小,凸、凹模的调整和修配比较方便。缺点是所需设备吨位大,锻件容易产生裂纹。
冲切方式根据锻件的材质、形状尺寸以及工序问的配合等因素进行选择。通常,对于大、中型锻件,高碳钢,高合金钢、镁合金锻件,以及切边后还需进行热校正、热弯曲的锻件,应采用热切、热冲。含碳量低于0.45%的碳钢和低合金钢的小型锻件以及有色金属锻件, 可采用冷切、冷冲。
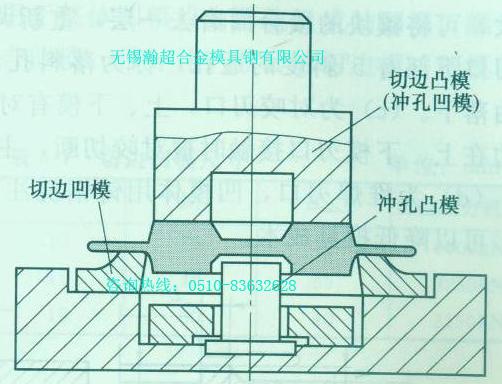
切边、冲孔模分为简单模、连续模和复合模三种类型。简单模在压力机的一次行程中只进行一个锻件的切边内同时进行一个锻件的切边和另一个锻件的冲孔(下图),复合模是在压力机的一次行程中,先后完成同一锻件的切边和冲孔。
锻件批量不大时,宜采用简单模;大批量生产时,提高生产率具有重要意义,应采用连续模或复合模。复合模的生产率和切边冲孔的精度比连续模高,但是结构比较复杂。
更多的信息,请直接联系无锡瀚超在线客服人员,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-09-27 10:32:57 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号