


自由锻变形工艺如何确定,需要注意哪些问题?
包括确定成形所需的工序和工序顺序、工序半成品的尺寸等。由于长期实践经验的积累,人们对各类典型锻件的工艺规律已经了解,掌握这迪基本规律培合实际经验可以确定出各种锻件的变形方案。
(1)饼块类锻件一般需要镦粗工序。当锻件带有凸台时,可根据凸台尺寸,选取垫环镦粗或局部镦粗,如锻件有孔时还需采用冲孔工序。齿轮坯的锻造过程。
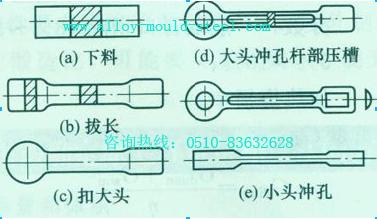
(2)轴杆类锻件一般需要拔长工序。对于阶梯轴杆需要先压肩分段再拔长。如下图为摇杆的锻造过程。
(3)空心类锻件,一般需要镦粗、冲孔。而后,有的需要芯轴拔长以增加其长度,有的需要扩孔扩大其内、,外径。采取哪种变形方案,主要取决于空心锻件的外径(D),内径(d)和高度(H)这三个几何尺寸的相互关系。
(4)曲轴类锻件,基本工序有拔长、错移和扭转。一般先成形曲拐部分,再拔长轴杆部分。三拐曲轴的锻造过程。
(5)弯曲类锻件,基本工序是弯曲,弯曲前一般采用拔长制坯。由于弯曲时变形区截面积会缩小,所以应该预先在该处聚料。为了保证形状尺寸精确,在弯曲中常采用胎模锻。
(6)复杂类锻件,确工序难度较大,可以与已知的形状特点相近的锻件的变形工艺进行类比;或将复杂形状分解为多个简单形状的组合部分来分别成形,必要时设计专用工具或胎模具来辅助成形。
工序问半成品尺寸计算是与工序选择排布同时进行的,计算的原则是:经过某道工序,工序前体积等于工序后总体积,所谓总体积,是指该道工序所获半成品的体积与工序中发生的材料损失体积之和。
计算工序间半成品尺寸时,应注意:①某道工序所获半成品尺寸应该能使下道工序顺利进行。例如先拔长再镦粗时,不能拔得过长,否则镦粗时会失稳弯曲;②分部分成形时,.必须銀砖各部分有足够的体积;③要估计到工序中毛坯某些尺寸的变化,采取措施避免尺寸超差,例如冲孔会使毛坯高度减小,扩孔时坯料高度会增加等;④大锻件多火次锻造时应注意中间加热的可能性。例如半成品尺寸过长或过高可能造成炉膛放置不下而无法加热。
有关更多的自由锻变形工艺如何确定,需要注意哪些问题信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可咨询有关的合金模具钢(基体钢、无磁模具钢、热挤压模具钢、LD钢、LM1、ER8、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、NAK80、DTP90、瑞典Stavax ESR-UD、YXR3等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-09-18 09:09:32 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号