


胎模锻工序骨哪些种类,各自的作用是什么?
胎模锻的工序可分为制坯、成形和修整三类:制坯工序采甩漏盘、摔模、扣模、弯曲模等,获得外形较简单的中间毛坯;成形工序采用扣模、套模、垫模或合模锻件的最终形状。修整工序包括校正、切边、冲孔、压印等后续的辅助性工序。
1.镦粗
除了自由镦粗,还可以将毛坯在漏盘内整体镦粗,以避免侧面鼓形,这时要求下料准确,否则会出现小飞边或充不满现象。在漏盘内还可以进行端部镦粗(顶镦)、中间镦粗。
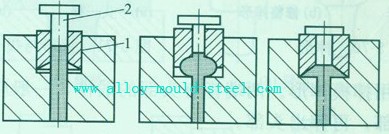
滑动镦粗如下图,实质上是连续送料镦粗,镦粗过程中毛坯已镦粗部分将上模1向上顶起,直至其上端面与冲头2凸缘底面柑接触,然后上模1与冲头2问时下移,获得最后形状。
2.拔长与摔形
胎模锻中,拔长除了在乎砧上进行外,更多的是使用各种简易的拔长模具——摔子进行,故又称摔形拔长。例如,锻件与毛坯直径相近时,采用光摔拔长;锻件杆部位于中部,并且拔长长度小于锤砧宽度时,采用卡摔拔长;采用薄壁环形毛坯时,在菱形摔内拔长。摔形时,毛坯要旋转操作。
摔形分为制坯摔形和修整摔形。修整摔形主要用于摔光与校正摔光。
摔形常与拔长结合进行,只有一个头部的锻件可先拔杆部,再用摔模摔形。两端皆有头部的锻件,一般应先压肩,然后拔中间杆部,,再摔出头部。
3.扣形
用于将非旋转体件的截面变形,沿轴线方向合理分配金属体积(下图)。可以为合模制坯,也可以直接成形出形状简单的锻件。单扇扣形上模为平砧,适用于顶面为平面的锻件;双扇扣形适用于上下对称的锻件。扣形时毛坯不旋转,扣形后一般需要旋转90°在平砧上拍平面翻为杯筒。胎模锻中的翻边用的是热态毛坯,为了预防拉缩使圆角尺部位过度减薄,在预制毛坯时应预留拉缩量A。
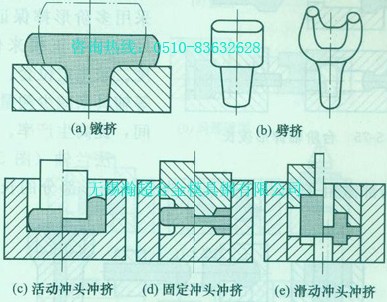
5.挤压
包括镦挤、劈挤、冲挤等方法(下图)。
镦挤 毛坯在镦粗的同时被挤入模孔中。镦挤的工具为漏盘,实质上是压人变形。为便于定位找正,先正向镦挤,轻击一二锤,然后将漏盘和锻件一起翻转180°,重击成形。
劈挤 用于成形叉形件的叉日部位。
冲挤分为开式冲挤与闭式冲挤。
6.焖形
相当于预锻、终锻工序,采用垫模、套模或合模。通常在制坯后,再次加热后进行焖形。形状简单的旋转体短轴类锻件,应尽量一火成形;长杆类锻件的制坯应尽量接近锻件外形,以降低工艺力、节约金属和提高胎模寿命;形状较复杂的叉形、十字轴类锻件可采用预锻和终锻两副胎模,依次在一火中焖形,焖形时飞边部分一旦形成会很快降温变黑,难以继续减薄挤出金属。一般采用焖形—切飞边—再焖形的方法。
更多的信息,请直接联系无锡瀚超在线客服人员,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-09-16 09:31:00 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号