


终锻模膛设计的主要内容是什么,热锻件图怎样设计?
终锻模膛是锻件最后成形的模膛,通过它获得带飞边的锻件。终锻模膛根据热锻件图设计,也是按照热锻件图进行加工制造和检验的,终锻模膛设计的主要内容,是绘制热锻件图、确定飞边槽及钳口尺寸。
终锻模膛由模膛本体、飞边槽和钳口三部分组成。终锻模膛本体的形状尺寸与热锻件图完全相同e因此锻模图中终锻模膛本体部分尺寸标注极少,但是应在锻模图技术条件中注明:终锻模膛未注尺寸处按照热锻件图制造。
热锻件图是根据锻件图设计的。热锻件图所画的,是锻造变形结束时位于终锻模膛中的热态锻件。因此,热锻件的形状与锻件形状基本相同。但是,与锻件图有如下一些区别。
(1)热锻件尺寸比锻件图上相应的尺寸有所放大,叫做“加放收缩率”。
热锻件尺寸=锻件相应尺寸×(1+δ)
式中δ——终锻温度下金属的收缩率,钢为1.2%一1.5%,钛合金为0. 5%-0. 7%,铝、镁合金为0.8%--1.0%,铜合金为1. 0%-1.3%。
加放收缩率时应注意:无坐标中心的圆角半径不放收缩率;薄而宽、细而长的锻件,因在锻模中冷却快,收缩率应适当减小;利用终锻模膛进行校正工序的锻件,收缩率视校正温度而适当减小。
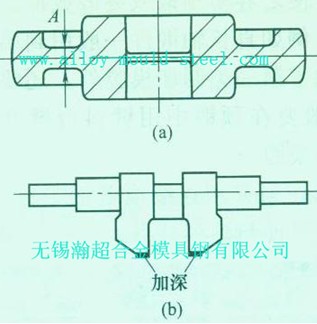
(2)根据终锻时金属变形流动情况,热锻件尺寸有时需要相对锻件尺寸做局部调整。例如,终锻模膛易受磨损处,可在锻件负公差范围内增加一层磨损量,以提高锻模寿命,如下图(a)所示齿轮锻件,其模膛在轮辐A处易受磨损,因此热锻件图尺寸A比锻件图上的相应尺寸减小0.5一0.8mm。又例如,下模模膛底部容易积聚氧化铁皮,致使锻件表面压坑或缺肉。如下图 (b)所示,为免局部缺肉,在热锻件图上曲柄端头加厚2mm。此外,锤上模锻时,由于惯性作用,上模充填效果比下模的好得多,所以应把锻件的复杂部分尽可能设置于上模。
(3)热锻件图是用来制造终锻模膛的,热锻件的高度尺寸就是终锻模膛的深度尺寸。模膛深度加工是以分模面为基准进行的,因此,为便于终锻模膛的加工和检验,热锻件图高度方向的尺寸应该从分模面注起。热锻件图上不画出零件轮廓,也不注锻件公差,但是要标注(或说明)圆角半径、模锻斜度和收缩率。如果锻件有内孔,要绘出连皮形状并标注尺寸。
热锻件图上不注锻件公差的原因是热锻件图是用来制造和检验终锻模膛的,热锻件虽然是以实体孤但是实质上它是终锻模膛的型腔。需要规定的是锻模制造公差。
作为模锻生产的行业约定,热锻件图一般绘于锻模图的右上角,作为锻模图的一部分。锻模制造公差一般以表格形式或以指出标准号形式在锻模图技术条件中给出。
更多信息,请关注无锡瀚超,还有致力于热挤压模具钢失效研究,专业销售应用于热挤压模具钢的高性价比热挤压模具钢【如:HM3(3Cr3Mo3VNb)、RM2(5Cr4W5Mo2V)、HD(4Cr3Mo2NiVNb)、3Cr2W8V(T20280)】等提供热挤压模具钢失效分析和选材咨询以及其他模具钢(无磁模具钢、冷作模具钢、热作模具钢、塑料模具钢等)的应用推荐。
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-08-23 09:35:36 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号