


短轴类短剑的制坯工步怎样选择和设计?
短轴类锻件一般使用镦粗制坯,形状较复杂的采用成形镦粗制坯。特殊情况下也可用拔长、滚挤或打扁制坯。
镦粗制坯的目的,是避免终锻时产生折叠,兼有除去氧化皮,提高锻件表面质量和提高锻模寿命的作用。镦粗后的毛坯直径Ddun确定规则如下。
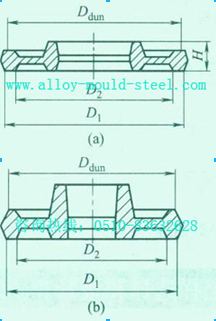
轮毂较矮的锻件,主要防止轮毂和轮缘闯过渡区产生折叠[下图 (a)]。
D2<Ddun<Dl
(2)轮毂较高的锻件,既要防止产生折叠,又要保证轮毂成形[下图 (b)]。
D2 <Ddun<DlD2/2
轮毂高且有内孔和突缘的锻件(下图),为便于毛坯在终锻模膛中平稳定位并且保证锻件充满终锻模膛,采用成形镦粗。镦粗后尺寸应满足:
H '1>H1(终锻时以镦粗方式成形)
D '1≤D1(终锻时轮毂部是压人式成形,与上模壁减少接触,充填阻力小)
d '≤d(终锻时毛坯孔d '套插在凸台d上定位,成形时d微胀,防止起皱)
有关更多的短轴类短剑的制坯工步怎样选择和设计信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可以咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、热锻模具钢、热挤压模具钢、压铸模具钢、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、冷镦模具钢、塑料模具钢、进口模具钢、特种模具钢、LD、LM1、瑞典QRO 90 Suprem、瑞典Stavax ESR-UD、YXR3、3Cr17Mo、SMV3P等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-08-22 09:21:23 】 【 关闭本页 】
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号