


分析均热保温包括哪些内容?如何确定保温时间与总加热时间?
均热保温包括装料炉温下的保温、中间阶段的保温、锻造温度下的保温。相应的三段平台。
一般高速钢的装炉温度为450一600℃,高锰钢为400一4500℃。中间阶段(钢在700一850℃左右)的保温的目的,是为了减少前段加热中毛坯截面上的温差,从而减小毛坯截面内的温度应力,并且使后续的在锻造温度下的保温时间不至于过长。当毛坯表面加热到锻造温度时,中心温度仍然较低,截面温差比较大,如立即出炉锻造,将会引起变形不均,因此需要进行锻造温度下的均热保温。通过保温,除了减少毛坯截面温差使温度均匀外,还可借高温扩散作用使毛坯内部组织均匀化,有利锻造均匀变形。
高温均热保温的时间要适当:时间太短达不到保温应有的作用;而时间过长,除了降低生产率外,还会影响锻件质量。
为使毛坯截面温差达到均匀程度所需要的最短的保温时间称最小保温时间。加热结束时要求的截面温度均匀程度因毛坯材料而不同,例如碳素钢及低合金钢的截面温差应小于50~100℃,高合金钢的截面温差要小于40℃。
当毛坯表面加热到始锻温度时,炉温和毛坯表面的温差称为温度头。最小保温时间与温度头和毛坯直径有关。温度头越大,毛坯直径越大,则毛坯截面的温差就越大,因此最小保温时间需要长些。通常加热钢材时温度头取40一8 0℃。
在实际生产中,由于各种原因,使毛坯在高温下停留时间过长会引起过热,对于容易过热的钢种更要注意,为此规定了最大保温时间。
2.总加热时间
是加热和均热时间的总和。
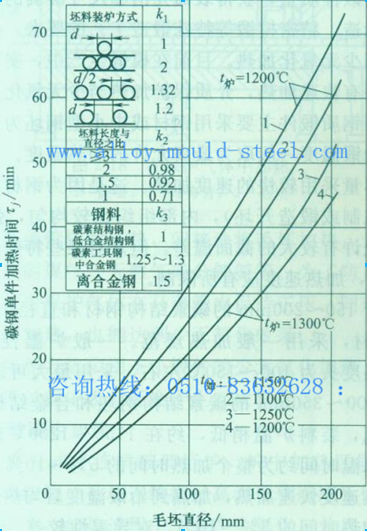
直径小于200mm的钢材加热时间,可由下图钢材加热时间曲线确定。图中曲线为碳素钢圆材单件毛坯在室式炉中的加热时间σj。根据钢材加热具体情况,考虑到装炉方式、毛坯尺寸和钢种的影响,加热时间σ还应乘以相应系数kl、k2、k3,即:σ=k1k2k3σj 。
直径为200一350mm的钢坯加热时间,参考表2-7经验数据确定。表中数据为单个毛坯在室式炉中加热时间,对多件及短料要乘以系数k1、k2给予修正(系数k1、k2见图2-17)。
表2-7 钢坯加热时间
|
钢种 |
加热时间/( h/100mm) |
|
低碳钢、中碳钢、低合金钢 高碳钢、合金结构钢 高合金钢、轴承钢、合金工具钢 |
0.60~0.77 1 1.20~1.40 |
新闻动态
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号