


你了解什么是柱塞辅助成型?
柱塞辅助成型又称辅助模芯成型,可分为真空与压缩空气两种辅助成型方法。其成型过程如下图所示。
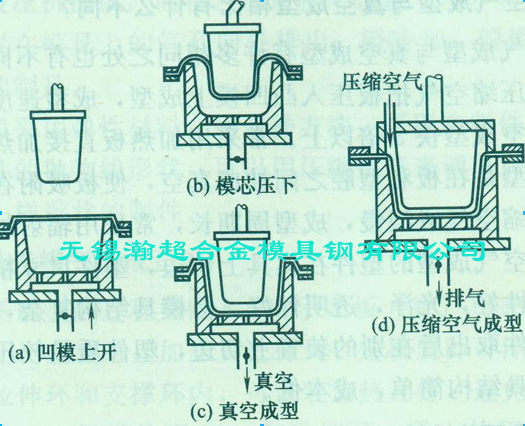
(1)柱塞辅助真空成型
柱塞辅助真空成型又称辅助模芯真空成型。成型时与气压成型一样,先用夹持框将板(片)材夹紧在凹模模具上,并用加热器将板,(片)材加热至足够的温度,如下图 (a)所示。塑料板(片)材经加热软化后,移至凹模的上面,柱塞(模芯)开始工作,在封闭模底气门的情况下,将柱塞压入模内。当柱塞向模内伸进时,由于板(片)材下部的反压促使板(片)材包住柱塞而不与模面接触。同时板(片)材被柱塞拉伸,并随柱塞下降。柱塞压入的程度以不使板(片)材触及模底为度,如下图 (b)所示。当板(片)材下降至一定程度而停止下降,板(片)材与凹模上部边缘完全接触而密封,此时从模具底部抽真空,板(片)材继续被拉伸紧贴凹模型面而成型,如下图(c)所示。冷却定型后,柱塞上升,取出毛坯经修整后即得制品。此法较真空成型可提高成型速度。
(2)柱塞辅助加压成型
柱塞辅助加压成型又称辅助模芯加压成型。它也是以凹模为成型面,塑料板(片)材加热软化后置于凹模上面,如下图 (a)所示。柱塞下降带动板(片)材向下拉伸,如下图(b)所示。当柱塞底面压紧板(片)材时,柱塞与板(片)材问被密封,此时通过柱塞上开设的气孔鼓入压缩空气,使板(片)材受压紧贴在凹模型面上成型,凹模内的空气由凹模底部的小孔排出,如下图(c)所示。冷却定型后,取出毛坯,经修整后即得制品。此方法与加压成型相比速度要快。
有关更多的塑料是如何发展起来的及有怎样的成分和添加剂信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可以咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、热锻模具钢、热挤压模具钢、压铸模具钢、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、冷镦模具钢、塑料模具钢、进口模具钢、特种模具钢等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处
【 浏览次数: 】 【 加入时间:2013-07-23 10:14:28 】 【 关闭本页 】
模具知识
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号