


如何设计芯棒式吹塑薄膜机头?
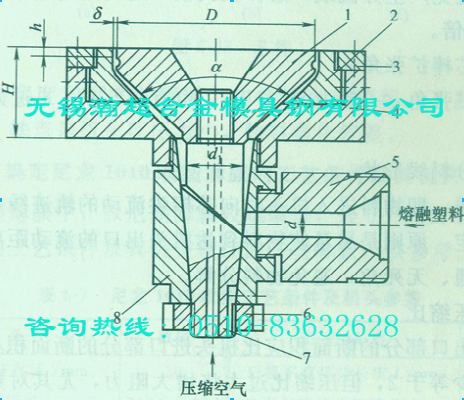
芯棒式吹塑薄膜机头如下图所示,熔融物料从栅板挤出,通过芯棒轴7,熔料被分成两股,沿芯棒1的分料线流动t征芯棒尖处重新汇合,汇合后的料流沿机头环隙缝挤成管坯,芯棒1中通人压缩空气将管坯吹胀。
(1)调节装置
为保证机头出料口环形缝隙宽度均匀一致,需设置调节环和调节螺钉,通常调节螺钉不少于6个。
(2)环形缝隙宽度δ
机头出料日环形缝隙宽度δ一般在0.4-1.2mm内。若δ太小,机头内反压力很大,影响产量;δ太大,膜管不易稳定且易拉断,膜管厚薄不易控制均匀,容易起皱。常用的吹塑薄膜机头,δ为0.8-1.0mm,最高δ可达1,0一2.0mm。
(3)定型区高度h
一般机头的芯棒头上定型区高度h应比环形缝隙宽度δ大1. 5倍以上,以便控制薄膜厚度。芯棒定型区上开设一个或几个缓冲槽以消除芯棒处的分流痕迹。直径为200mm的芯棒式机头,缓冲槽宽10mm,深l~2mm。这种机头阻力大,出料慢,牵引困难,比较笨重,吹胀比调节幅度小。
(4)芯棒尖到模口处的距离
为了避免产生分流痕,芯棒尖到模口处的距离应小于芯棒轴直径d1的两倍。
(5)芯棒扩张角α
芯棒扩张角α一般为80°一90°,也有100°的。α过大将会增大流动阻力。
(6)分料线形状
分料线,即物料进入机头时向芯棒尖流动的轨迹线,其形状多凭经验确定,原则是尽量使物料到达机头出口的流动距离相等,要求料流畅通、无死角,避免物料分解。
(7)压缩比
机头出口部分的断面积应比机头进口部分的断面积小一倍,即压缩比至少等于2,但压缩比过大将增大阻力,尤其对聚氯乙烯不适合。
(8)芯棒
芯棒式机头从侧面进料,当螺杆转速提高、挤出量增大时,芯棒上承受的压力增大,有可能使芯棒变形,产生“偏中”现象:“偏中”使出料快慢不一致,薄膜厚度不均匀。为了减小“偏中”芯棒轴的材料可以选用刚性较大的Cr12钢,或在不使机头过于笨重的前提下,把芯棒轴做得大些。
有关更多的如何设计芯棒式吹塑薄膜机头信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可以咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、热挤压模具钢、压铸模具钢、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、进口模具钢、特种模具钢等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-07-19 11:12:55 】 【 关闭本页 】
模具知识
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号