


深入了解主型芯的冷却有哪些常用结构?
成型过程中,型芯总是被温度很高的熔融塑料包围,最好的办法是在型芯中设置冷却水道,利用冷却水道中冷却液的温度和流速来控制型芯的温度。
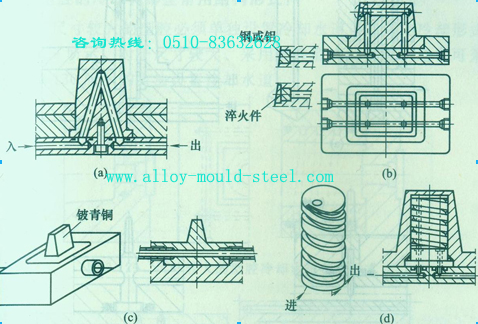
主型芯一般体积较大,常用冷却方式如下图所示。下图(a)是在型芯上开设两条斜孔,这种结构由于冷却水道距型芯表面的距离不等,所以冷却效果不均匀。一般仅用于成型塑件壁较薄、尺寸较小的型芯。下图 (b)是一种冷却效果均匀、塑件散热很好的冷却水道排列方法。常用于尺寸较大的型芯,值得注意的是,在制作这种冷却水道时,型芯侧面的水道封堵一定要平整。如果这一部位受压较大时,可采用镶人淬火钢垫的方式。下图(c)采用具有较好热导率的材料(如铍青铜)作型芯,并与冷却水道相结合的方法。下图 (d)是在型芯尺寸、力学强度允许的前提下,在型芯中加入带有螺旋的水槽镶件,可获得较好的冷却效果。
有关更多的深入了解主型芯的冷却有哪些常用结构信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可以咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、热挤压模具钢、压铸模具钢、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、进口模具钢、特种模具钢等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-07-09 10:50:30 】 【 关闭本页 】
模具知识
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号