


如何进行刮研加工?
刮研能使两个平面达到良好地接触,刮研的花纹可存储润滑油成为具有润滑油膜的滑动面。平面刮研前必须进行预加工,一般采用宽刃精细刨削。精铣后的表面和磨削后的表面是不适于刮研的,表示刮研表面质量的指标是单位面积上接触点的数目, 比如,测量仪的固定结合面需刮研到2-4点/cm2,测量仪导轨面需刮研到3-4点/cm2,精密平板和钢直尺要求刮研4-5点/cm2。
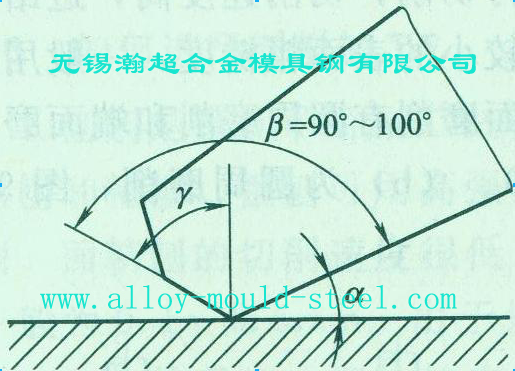
刮研的工具是刮研乎板和刮刀,刮刀刀头的几何形状如下图所示,可用高速钢或硬质合金制作。刮研时先在工件表面抹上薄薄的一层红丹粉,然后把刮研平板放在工件表面来回推动若干次,移去板后,用刮刀将工件表面上的亮点刮去。以此类推,直到接触点数目达到要求为止。刮研余量一般为 0.1-0. 3mm。
有关更多的如何进行刮研加工信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、LD钢、LM1、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、NAK80、DTP90、瑞典Stavax ESR-UD、YXR3等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-08-03 09:53:26 】 【 关闭本页 】
模具知识
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号