


如何在坐标镗床上加工孔系?
镗床可加工相互问有较高位置精度要求的孔系,其加工步骤如下。
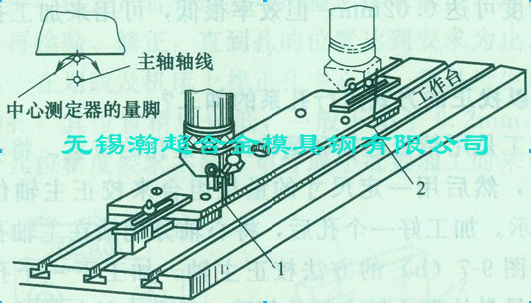
(1)将工件固定在工作台上
工件放在工作台上后,应使其基面与工作台的运动方向平行,以使工件进入机床的坐标系统。如下图所示为利用带千分表的中心校准器来使工件的一个基准面与工作台纵向运动方向平行。当工作台带动工件纵向移动时,干分表的测头测量工件l、2两处的读数应相同,两点间的距离应尽量远一点。测量后将工件用压板紧固在工作台上。紧固后还应使工作台作纵向和横向移动,并检查工件的位置是否变动。
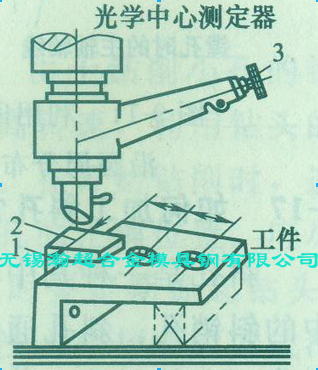
(2)计算工件基面的坐标
工件在工作台上定位后,应求出基准面的坐标,以便根据基准面的坐标算出各孔中心位置的坐标。可以利用中心测定器和量块确定工件侧平面(基准面)坐标的位置。用手柄旋转主轴,并移动工作台,使主轴轴线与量块中心重合,再按量块尺寸的一半移动工作台,使主轴轴线与工件的侧平面重合,从测量装置中读出工件侧平面的坐标。工件以外圆或内孔作基准时,用中心测定器确定其外圆及内孔中心坐标位置的例子。下图所示为用光学中心测定器和精密角铁求工件侧平面坐标的方法。光学测定器借助其锥柄插入主轴孔中,从目镜3中可以看到精细的十字刻线,其交点与测定器的轴线相重合。角铁1的两个内平面是经精密加工成互相垂直的,角铁的顶面上有精细刻线2,它与角铁内垂直面处于同一平面内,将此角铁放在工件的侧面(基准)处,移动工作台,从目镜3中观察到角铁刻线2与测定器中的十字刻线重合,便可读得侧平面的坐标位置。工件上如果划有各孔的中心线,利用测定器便可使主轴轴线直接与孔的中心相重合。
(3)加工各孔
工件基准面坐标定出后,便可按图样要求求出各孔的坐标,然后按此坐标移动工作台,使被加工孔的中心正对主轴轴线,即可进行孔的加工。直径大于20mm的孔应先在其他机床上加工预孔,直径小于20mm的孔可在镗床上直接钻孔。钻孔前先用刚度大、刃磨精确的中心钻钻出中心孔。当孔间距离尺寸公差大于0.02mm时,钻孔后便可直接进行铰孔。孔间距离精度要求较高时,应采用精镗。
有关更多的如何在坐标镗床上加工孔系信息
请直接与无锡市瀚超合金模具钢有限公司服务人员联络(热线电话:0510-83632628),还可咨询有关的合金模具钢(基体钢、无磁模具钢、热作模具钢、LD钢、LM1、冷挤压模具钢、冷冲压模具钢、冷拉深模具钢、塑料模具钢、NAK80、DTP90、瑞典Stavax ESR-UD、YXR3等)的选择、应用、热处理显库存等相关资料.
资料来源:无锡市瀚超合金模具钢有限公司
『版权所有,转载或引用请注明链接和出处』
【 浏览次数: 】 【 加入时间:2013-07-18 10:55:57 】 【 关闭本页 】
模具知识
联系方式
东莞市鑫康创特殊钢有限公司合金模具钢营业部
联系人:康先生 18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@alloy-mould-steel.com
网址:www.alloy-mould-steel.com
QQ:
地址:中国广东省东莞市塘厦镇林村社区九桥巷43号